В этой статье:
- Как подобрать идеальный состав защитной газовой смеси для увеличения производительности и качества сварочного производства
- Инновационный способ приготовления сварочных смесей на производстве
Многие отечественные предприятия до сих пор по старой привычке применяют обыкновенный углекислый газ для сварки полуавтоматом низколегированных и углеродистых сталей, несмотря на преимущества использования газовых смесей на основе аргона:
- Снижение количества и размера брызг - значительное сокращение зачистных работ и экономия сварочной проволоки до 15%
- Высокая скорость работы, увеличение производительности;
- Улучшение внешнего вида сварных швов;
- Высокая ударная прочность и надежность сварных соединений;
- Высокая стабильность горения дуги, широкие диапазоны регулировок режимов
- Снижение вредных выделений дыма и угарного газа, улучшение условий труда;
Всё дело в том, что раньше углекислый газ стоил в 4 раза дешевле аргона. Сейчас цены практически сравнялись, но сварщики по привычке используют углекислоту.
Однако, разберёмся во всём по порядку:
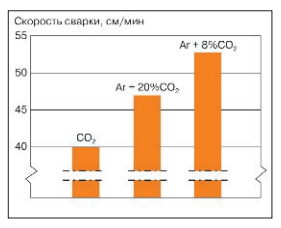
- Скорость сварки в углекислоте ограничена. Использование смеси на базе аргона снижает затраты на зачистку изделия. Дело в том, что профиль сварного шва при увеличении скорости в CO2 становится более выпуклым, а также ухудшается перенос металла. На графике ниже показано как можно добиться увеличения скорости сварки, просто меняя состав защитного газа. Напряжение было установлено на наиболее подходящем уровне для каждого защитного газа. Скорость сварки увеличивалась до тех пор, пока шов не становился слишком выпуклым
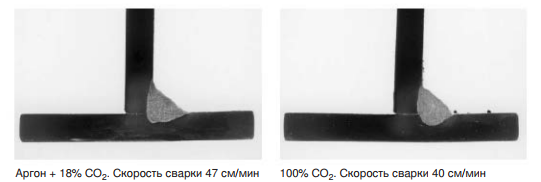
- Аргон повышает жидкотекучесть расплавленного металла в ванне. Сварка в смесях на основе аргона позволяет получить более плавный переход между швом и основным металлом. Выпуклость шва при использовании чистого СО2 влечет за собой перерасход присадочной проволоки для получения необходимого катета шва
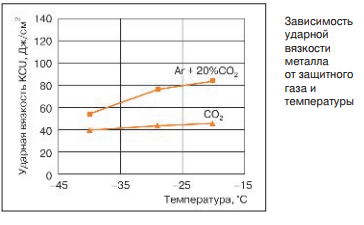
- К сварным соединениям, подвергающимся динамическим нагрузкам, предъявляются повышенные требования к усталостной прочности. Выпуклость шва приводит к низкой усталостной прочности. Если переход недостаточно плавный, впоследствии потребуется дорогостоящая мех.обработка. Состав защитного газа влияет и на ударную вязкость металла:
- Аргон в составе смеси улучшает стабильность дуги, а СО2 обеспечивает существенное снижение поверхностного натяжения жидкого металла расплавляемой проволоки. Как следствие - уменьшение размеров образующихся и отрывающихся капель и снижение критического тока перехода от крупнокапельного переноса металла к струйному. Диапазон токов при стабильном ведении процесса сварки расширяется. Обеспечиваются лучшее формирование металла шва и меньшее разбрызгивание, лучшая форма провара и меньшее вредное излучение дуги по сравнению со сваркой в чистом аргоне, а также в чистом углекислом газе.
- Очень важно, что при использовании газовой смеси на основе аргона кратно уменьшается образование вредного дыма и угарного газа, в избытке образующихся при сварке в углекислоте.
На рынке достаточно предложений по готовым газовым смесям для сварки
Самые популярные составы:
- 98%Ar+2%CO2 - для высоколегированных (нержавеющих) сталей и оцинкованных деталей
- 92%Ar+8%CO2 - для тонких изделий из конструкционных сталей (1-5мм), для скоростной сварки (линейная скорость до 2 м/мин на роботе), Используется как защитный газ для различных сталей в режиме струйного переноса металла. Практически отсутствует окисление шва, что отлично для последующей окраски.
- 82% Ar и 18%СО2. - хорошая глубина провара при работе с толстым материалом. Позволяет избежать дефектов в шве. Достаточно высокое содержание СО2 делает возможным более продуктивную сварку стали, запачканной маслом, коррозией без предварительной очистки, снижая таким образом себестоимость производства. Самая популярная смесь, применяемая при сварке полуавтоматом. В сравнении с чистым СО2 позволяет увеличить скорость до 10% и достичь экономии сварочной проволоки до 15%.
- 80%Ar+20%CO2 - для наплавки обычных и высокопрочных конструкционных сталей, для полуавтоматической сварки высоколегированной (нержавеющей) стали с порошковой проволокой
.В мелкосерийном производстве мы имеем дело с разными марками стали и разными толщинами. А состав газовой смеси для разных условий сварки должен быть разным. Получается на производстве необходимо иметь весь ассортимент баллонов со смесями?
Совсем не обязательно.
Смесь газов можно получить от двух баллонов с помощью газового постового смесителя. Однако простейшие модели не могут обеспечить стабильность состава смеси при снижении давления газа в каком-то баллоне.
Качественные импортные постовые смесители с контролем потока на входе очень дороги, но есть отличный вариант отечественного смесителя.
Таким смесителем можно очень точно регулировать содержание CO2 в смеси в интервале 2 - 20% , добиваться идеальных режимов сварки и отличного качества сварных швов
Нужно учитывать, что при работе с аргоновыми смесями снижается теплопроводность потока газа в горелке и увеличивается нагрев горелок. При работе на форсированных режимах необходимо использовать горелки соответствующей мощности.